| 氩弧焊工艺基础知识 发布时间:2010年6月11日 此新闻已被浏览4238次 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
一.钨极氩弧焊(氩弧焊工艺基础知识)
以下内容是钨极氩弧焊的基础知识,建议用户认真阅读,对正确使用焊机很重要。
钨极氩弧焊就是把氩气做为保护气体的焊接。借助产生在钨电极与焊体之间的电弧,加热和熔化焊材本身(在添加填充金属时也被熔化),而后形成焊缝金属。钨电极,熔池,电弧以及被电弧加热的连接缝区域,受氩气流的保护而不被大气污染。
氩弧焊时,焊炬、填充金属及焊件的相对位置如下图:
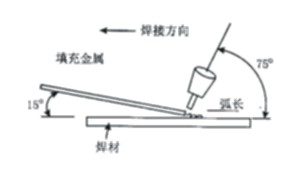 弧长一般取1-1.5倍钨电极直径。
停止焊接时,首先从熔池中抽出填充金属(填充金属根据焊件厚薄添加),热端部仍需停留在氩气流的保护下,以防止其氧化。
1.焊枪(焊炬)
钨极氩弧焊枪(也称焊炬)除了夹持钨电极,输送焊接电流外,还要喷射保护气体。大电流焊枪长时间焊接还需使用水冷焊枪。因此,焊枪的正确使用及保护是相当重要的。
钨电极负载电流能力(A)
2.气路
气路由氩气瓶减压阀、流量计、软管及电磁气阀(在焊机内)等组成。减压阀用以减压和调节保护气体的压力。流量计是标定和调节保护气体流量,氩弧焊机通常采用组合一体式的减压流量计,这样使用方便、可靠。
3.氩气纯度
氩弧焊时材质对氩气纯度的要求
4.规范参数
钨极氩弧焊的规范参数主要由电流、电压、焊速、氩气流量,其值与被焊材料种类、板厚及接头型式有关。其余参数如钨极伸出喷嘴的长度,一般取1-2倍钨极直径,钨电极与焊件距离(弧长)一般取1.5倍以下钨电极直径,喷嘴大小等则在焊接电流值确定后再选定。一般不锈钢氩弧焊规范如下:
焊缝表面颜色与气体保护效果
5.钨极氩弧焊特有的工艺缺陷及防止措施
以上工艺规范仅供参考,如欲更深了解请参阅专业焊接工艺手册。
6.焊前清理
钨极氩弧焊对焊件和填充金属表面的污染相当敏感,因此焊前须清除焊件表面的油脂,涂层,加工用的润滑剂及氧化膜等。
7.安全技术
钨极氩弧焊操作者,必须戴好头面罩、手套、穿好工作服、工作鞋,以避免电弧光中的紫外线和红外线灼伤。
斯泰尔钨极氩弧焊机均装有高频引弧器,小功率的高频高压电虽不会电击操作者,但当绝缘性能不良时,高频电会灼伤操作者手的表皮,且很难治愈,所以焊接手把的绝缘性能一定要经常检查。
钨极氩弧焊接时,应加强焊接区的通风。在不能进行通风的局部空间施焊时,应戴供给新鲜空气面罩或防毒面具。
十一、焊接操作
1、焊前
检查设备、水、气、电路是否正常,焊件和焊枪接法是否符合要求,规范参数是否调试妥当,全部正常后,接通电源、水源、气源。
2、焊接
把焊枪的钨极端部对准焊缝起焊点,钨极与工件之间距离为1-3mm按下焊开关,提前送气,高频放电引弧,焊枪保持70°-80°倾角,焊丝倾角为11°-20°焊枪作直线匀速移动,并在移动过程中观察熔池,焊丝的送进速度与焊接速度要匹配,焊丝不能与钨极接触,以免烧坏钨极,焊枪。同时根据焊缝金属颜色,来判定氩气保护效果的好坏。
3、收弧的方法:
(1) 焊接结束时,焊缝终端要多添加些焊丝金属来填满弧坑。熄灭电弧后,在熄弧处多停留一段时间,使焊缝终端得到充分氩气保护,防止氧化。
(2) 利用焊机的电流衰减装置,在焊缝终端结束前关闭控制按钮,此时电弧继续燃烧,焊接继续,直至电弧熄灭,保证了焊缝端部不至于烧穿,保证了焊缝质量。
(3) 重要结构的焊接件,焊缝的两端要加装引弧板和熄弧板。焊接引弧在引弧板上进行,熄弧在熄弧板上进行,保证了焊缝前点和终端的质量。
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 【 关 闭 】 【 打 印 】 |